深入了解【轧辊钢】,轴承钢厂家发货及时产品,一部视频就够了,快来观看!
以下是:澳门【轧辊钢】,轴承钢厂家发货及时的图文介绍
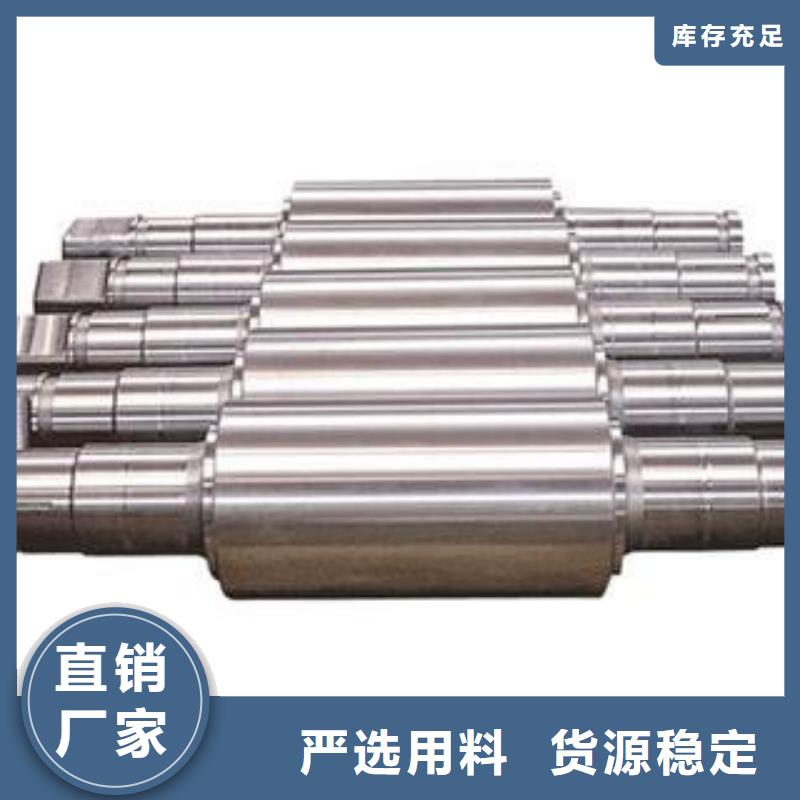
新物通物资(澳门分公司)是一家综合性的 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管厂家。位于东昌府区滦河路170号,地理位置优越,交通便利,方便客户采购发货,我建立以来不断改善管理方式,所生产 630不锈钢管厂家、12Cr18Ni9不锈钢管厂家、35Crmo合金钢管、42Crmo合金钢管产品均采用优异原材料,生产的产品规格齐全,价格合理,特殊规格都可根据用户要求加工定做。


1、检查冷轧带肋钢筋外形尺寸是否合乎标准,决定是否更换轧辊。
2、要经常检查导向模、除锈辊及应力辊的磨损情况,定时更换,定期清理散落在设备各处的盘条氧化皮。
3、更换轧辊或轴承后,必须重新调节孔型。润滑剂、冷却液应经常补足。
4、定期检查传动系统的磨损情况,适时更换、维修。
5、须定期为各润滑部位进行清理擦拭,并加注润滑剂。
6、开机前需检查各部件和工作开关是否处于正常工作位置。
7、更换轧辊时,应检查轴承是否失效和轴承内套有否松动,若有异常,应将轴承间隙调小至轧辊能转动,并在轴承内加注足够的耐热钠基润滑脂。8、调节压下时,严禁辊片之间相互接触、顶撞,应调压下辊片,辊片之间应有间隙,否则损坏辊片。



重量20t以下的锭型已开始采用下注法浇注,而国际上已扩大至120t。为了保证钢锭的内在的和表面的质量,应控制钢的浇注温度和浇注速度,而注温和注速则取决于钢锭的尺寸和浇注方法,且随钢水浇入锭中位置而改变。采用保温冒口或向冒口中加入保温剂或发热剂能保证钢锭的补缩。
锻造 钢锭在模中冷却到600℃以上脱膜直接装入高温炉加热称为热装。热装时加热到锻造温度的加热速度可不受限制。冷钢锭的加热制度需按专用规范进行。钢锭的锻造过程视钢锭的尺寸和材质可分别在水压机、油压机或自由锻锤上进行。钢锭锻压成带粗加工余量的成品毛坯。整个锻压过程必须保持在获得轧辊钢再结晶过程和晶粒细化的温度范围内,并保证足够的塑性并防止产生锻造裂纹。对各类轧辊的始锻和终锻温度均有严格的规定。



高速钢中含有较多的W、Cr、Mo和V等元素,而这些元素及其形成的碳化物密度差大,在普通离心铸造条件下,高速钢轧辊元素偏析严重。日本川崎制铁公司分析了离心铸造高速钢轧辊偏析主要是MC型碳化物的偏析,严重影响轧辊的耐磨性,研究发现MC型碳化物主要是一次结晶VC的偏析,因VC与钢水的密度相差较大所致。防止VC偏析方法是采取添加Nb元素提高MC型碳化物密度,并限制添加偏析元素W和Mo,选择基本成分2.0%C-6.0%V-7.0%Cr-2.5%Mo,添加1.0%~1.5%Nb进行试验,其结果由于生成密度较大的MC型复合碳化物(V、Mo和Nb系碳化物),其密度与钢水密度相接近,使VC减少,有效地控制了离心铸造高速钢轧辊的碳化物偏析。但是,无W低Mo高速钢轧辊红硬性明显下降,耐磨性降低。此外,Nb提高钢的淬火温度,降低二次硬化峰值出现的温度,高速钢铸造成形过程中Nb系的MC型碳化物较V系的MC型碳化物粗大,






 扫一扫
扫一扫