球墨铸铁管品质服务诚信为本的详细视频已经上传,通过视频,您可以更深入地了解产品的功能和特点。
以下是: 球墨铸铁管品质服务诚信为本的图文介绍


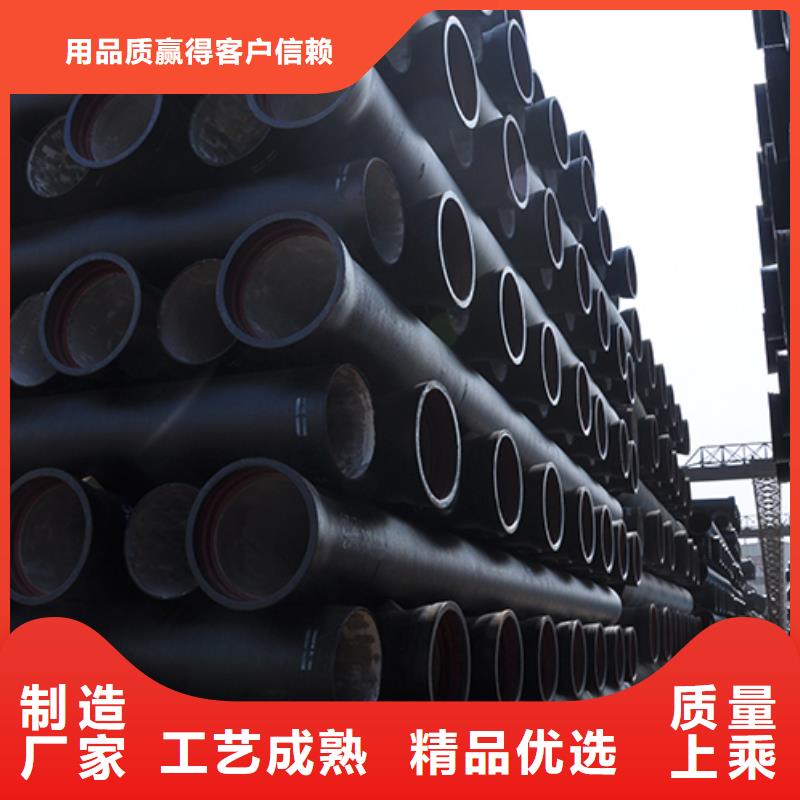
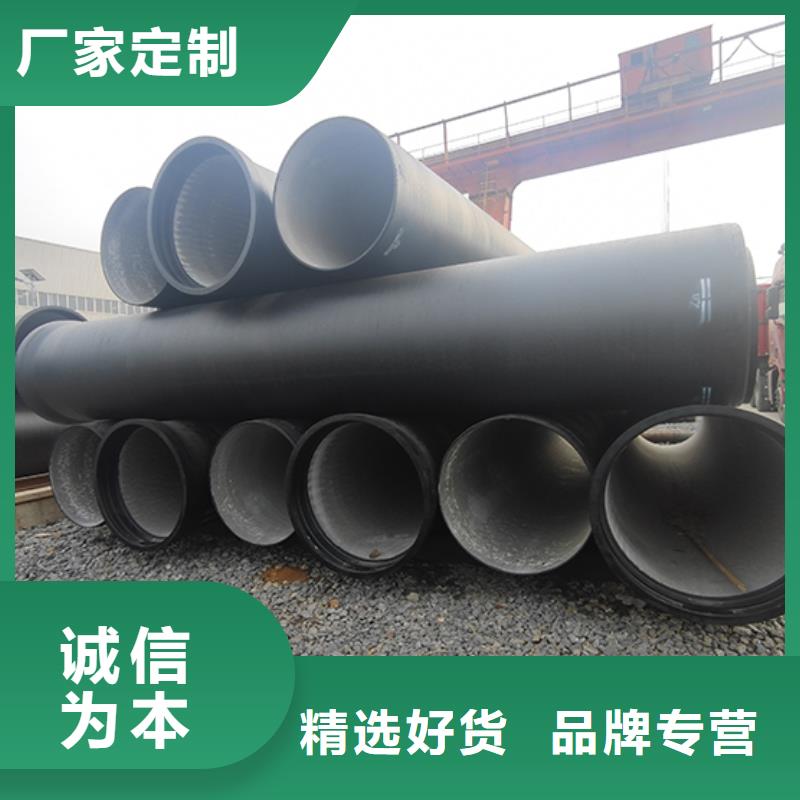
球墨铸铁管具有管壁薄,强度高,韧性好,防腐性能强,易安装等特性。是国内早按ISO2531生产球墨管的厂家。年生产能力100万吨,产品欧洲、非洲、东南亚和中东地区。主营产品:K9级离心球墨铸铁管、T型接口球墨铸铁管、球墨铸铁管件及配件、球墨铸铁井盖、无缝钢管、合金管、哈斯合金、不锈钢管以及进口管材。 球墨铸铁论重量表: 公称直径(mm) 直管部分外径(mm) 壁厚(mm) 每米重量(Kg/m) 承口重量(近似值Kg) 总重量(近似值Kg) 每米综合重量 100 118 6.1 15.1 4.3 95 15.8 150 170 6.3 22.8 7.1 144 24 200 222 6.4 30.6 10.3 194 32.3 250 274 6.8 40.2 14.2 255 42.5 300 326 7.2 50.8 18.9 323 53.8 350 378 7.7 63.2 23.7 403 67.2 400 429 8.1 75.5 29.5 482 80.3 450 480 8.6 89.3 38.3 575 95.8 500 532 9 104.3 42.8 669 111.5 600 635 9.9 137.3 59.3 882 147 700 738 10.8 173.9 79.1



鑫福兴管业有限公司一家以 金华义乌球墨铸铁管研发、生产、销售于一体的高科技企业,聚合国内先进的生产工艺、技术和原材料,并具有一支务实,高效的管理团队,我们对高技术的 金华义乌球墨铸铁管有特别的优势,也愿意在此范畴内进一步投入,加大研发力度。
公司通过多年的实践积累过程中,不断的建立和完善售后服务网络,深受用户的信赖和好评。同时公司还拥有一支高素质的研发,生产,管理和销售队伍。



k9球墨铸铁管公称直径公称直径dn是球墨管体系的管道配件的巨细与数字,表明在差异与螺纹或外径的那些有些。公称直径是作为参阅的圆度后的数量、巨细和处置不完全等效数值。名义上的压力名义上的压力是一个表达的pn数字标签代码与压力有关的圆度的是为方便参阅号码。一样的公称压力pn表明一样公称直径。及”,一切的管道配件必须习惯端衔接类型一样的衔接的巨细。在中国,触及公称压力,为了明确意图,一般给出丈量单位。在英国,美国和其他,虽然当前已经建立了一个文件在有关规范球墨铸铁管在公称压力的概念,但实际使用英制单位依然用于设备。自从公称压力和压力-温度不一样的规范,所以没有严厉的对应关系两个。中国规范规范gb/t9124-2000(:“钢管法兰工艺条件的参阅ansi/asmedin2401——1977年在德国和美国在16.5b-1992规范压力温度等级的准则和办法,使用法兰资料中国常用,参照国际规范iso/dis7005-1-1992分别为两个公称压力系列(pn0.254.0mpa,pn2.042.0mpa的压力-温度额定值法兰。规范规则的13种法兰资料12岁以下等级的公称压力,工作温度为20-530℃答应工作压力



球墨铸铁管环氧树脂喷涂工艺:表面准备:保证喷涂之前管件的表面干净没有油污、润滑油和水分。喷涂前的表面必须至少符合ENISO8501-1规定的等级。抛丸后的管件和配件必须用合适的工具搬运以免弄脏表面。环氧树脂涂层终产品应:——颜色一致,除了允许的唛头——表面和光滑度一致,除了可以接受的修补——没有可看的见的缺陷(针孔、气泡、洲其或者漏点)由于修补或者暴晒而引起的轻微的表面颜色的变化是可以接受的。附着力:环氧树脂涂层的附着力必须平均值达到8pa,小值为6Mpa。涂层厚度:局部厚度小值必须大于200μm,小平均值必须等于或者大于250μm。压痕强度:在48小时后测量压痕深度不能大于开始时涂层厚度的30%。在24h和48h测量的压痕厚度必须小于在0h到24h之间测量的厚度,但不能大于开始厚度的5%。





 扫一扫
扫一扫